本文介绍了用于生产铝合金电缆的1600mm2复合绞合铝合金电缆导体的开发。先,制定了试验生产计划:除了导体工艺的技术难度和南瑞银龙电缆的现有设备特性外,400 mm2圆形单层线压实的内部结构设计了 1200mm2型户外结构,并设计了驱动结构。定了驱动器的测试生产过程,最终测试结果表明,开发的1600 mm2导体完全满足设计性能要求。键词:铝合金电缆,电缆导体,导体法,复合绞合中图分类号:TM24文献标识码:A引言世界铜资源储量有限,铜价持续上涨铝基铜将成为未来的趋势。技术已在欧洲和美国的国外广泛使用,中国的一些电缆制造商在引进美国技术的同时也进行了自己的探索,并正在努力推动其广泛应用。国铝合金电缆。于今年海上风电场和岛屿电源的国内直流输电应用数量众多,铝合金电缆导体在铜导线上的优势将来会更好。
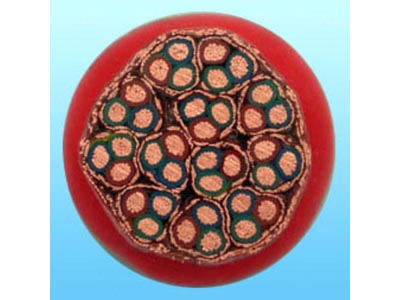
下电缆。此,将包括铝合金压制导体的测试生产。键技术之一。验生产方案铝合金电缆导体的实验生产标称截面积为1600 mm2,铝合金等级为8030.由于截面较大,为了使驱动器更加灵活,曲率半径更小,更便于现有设备的生产,整个驱动器按GB / T 3956-2012“电缆导体”设计为混合扭转。结构分为两个不同的结构组件,内部和外部。层由单线圆形铝合金成形模直接压缩和扭曲,外层由铝合金线扭绞。产设备和工艺参数生产设备铝合金电缆导体的试验生产由银龙电缆有限公司承担,生产设备采用现有设备生产在司机车间。

具设计在铅生产中,难点在于线材成型模具的设计和拉丝,这会影响稳定性,密封性,表面质量,横截面和直径。司机外面。
铸生产工艺铝合金棒8030铝合金连续轧制工艺和连续轧制连铸连轧生产工艺如图1所示美国提出的定义内容8030铝合金棒组分配方的铝合金,各特定组分的百分比见表1.连铸连轧过程中铸造工艺的参数与8030铝合金棒材的生产工艺常规,无需改造。关铝合金棒材轧制过程的参数,请参见表2。伸工艺参数直径2.96 mm。

形铝合金线的工艺参数是光滑的,并且必须没有与良好产品不对应的缺陷。许直径间隙:Φ3.00mm,±0.02mm。合金线材的表面参数必须光滑,没有与优质产品不相符的缺陷。效直径:4.75 mm,直径公差:±0.0472 mm。
合过程的扭转过程参数对于绞合过程,必须首先确定绞合过程的参数。合过程需要使用铝合金线接头进行电阻对接焊接。同一条线或整条线上,两个接头之间的距离必须至少为15米;铝合金绞线的所有单线必须同心扭曲;成品钢绞线必须经过紧密和圆整处理,表面必须光滑,干净。有油污,没有明显的缺陷,如明显的划痕和印记,没有缺货,断线,跳线,电线松动,没有不符合好产品的缺陷;线模可以由尼龙模具组成,模孔的尺寸必须小于线的直径-0.5mm至0mm。
体的退火过程完全退火,退火过程的参数如下:温度:300℃±10℃;时间:12 h,铝线自然冷却,冷却速度不低于10°C / h;在°C时的电阻率不大于28.80nΩ·m;延长:≥10%;表面必须光滑,没有可能影响产品性能的缺陷。试验过程中,分别对铝合金单丝和1600 mm2铝合金导体进行取样和测试,以及直流电阻,外径,断裂伸长率。单线的抗拉强度。

组合高度比与工艺设计参数进行比较,以确保符合要求。验结果表明,铝合金单线导体和1600 mm2铝合金导体的参数与设计参数一致,误差小。论本文件提供了一种1,600 mm 2复合绞合铝合金电缆导体,经过样品测试和参数测试,原型驱动器完全满足驱动器的性能要求。动器具有比传统的圆形压制导体更高的压缩系数,
矿用电缆并且由于外层是绞合的,导体表面更光滑并且空间更小。
外层绞合过程中采用抗倾覆装置,大大减少了型材反转现象,可以满足交联生产线导体时导体外径精度要求被拉过模具。动器的最外侧半导体封装带必须由Tedron制成,以防止在封装期间发生泄漏和弯曲。
本文转载自
电缆价格 https://www.haoluoyi.com
猜您兴趣












 首页
首页 QQ
QQ